¿Por qué necesito una cortadora de hilo EDM?
Cortadora de alambre electroerosivasirve para la ejecución precisa de agujeros en metales de varias densidades. La herramienta se mueve con alta precisión y suavidad. Los motores se producen en la planta de fabricación de máquinas por tecnología única.
Construcción
Cortadora de alambre electroerosivaestá equipado con motores planos paralelos. Para hacer esto, los fabricantes crean sus imanes de neodimio (NdFeB - neodimio-hierro-boro). Además, necesitaban un sistema único de control K-SMS.
Clásico electroerosivoLa máquina de corte de alambre es capaz de procesar solo palanquillas eléctricamente conductoras. Los metales se queman por un arco a una profundidad considerable. Una superficie lisa permanece en el sitio de corte, a menudo sin procesamiento adicional.
Cortadora de alambre electroerosivaayuda a obtener productos complejos: moldes, cepas, superficies cónicas y cilíndricas, protuberancias y biseles. A la venta, es posible encontrar conjuntos de dos coordenadas, utilizados para las operaciones más simples. Se obtienen productos más complejos utilizando máquinas de cinco coordenadas.
Principio de operación
En el proceso de usar una máquina cortadora de alambreEl alambre de latón se usa con mayor frecuencia como herramienta de corte. Se realiza mediante una tecnología única, y su calidad depende de la velocidad y precisión del procesamiento.

Si se construye un generador de impulsos de alta frecuencia de mayor potencia en la máquina descrita, el cable de latón está equipado con un recubrimiento especial. Su estructura tiene varias capas:
- Bases - CuZn40 (aleación de cobre y zinc) o latón. También molibdeno, cobre puede ser utilizado.
- La capa de termodifusión es una concentración de zinc de más del 50%.
- La capa superior es zinc puro.
Debido a esta estructura, el cable tiene una serie de ventajas:
- Soporta altas temperaturas.
- Arco durante el procesamiento es estable, se excluye la formación de pandeo en lugar del corte.
- El consumo de alambre durante la longitud del corte se reduce.
Wire EDM con CNCse utilizan principalmente en la producción en masa. Los artículos únicos no justifican la compra de equipos costosos, pero algunos detalles solo se pueden obtener con este tipo de corte. El recubrimiento de zinc garantiza la continuidad del proceso automático debido a la exclusión del latón de las corrientes de alta frecuencia.
Proceso de procesamiento
El procesamiento del material electroerosivo se basa enen la formación de una chispa al pasar una corriente de alta frecuencia a través de un espacio mínimo de aire o agua. Este proceso es más activo con la participación de bronce.

Hay varios tipos de procesamiento de metales en el equipo anterior:
- Tecnologías de copia y costura.
- Perfilado y entallado.
- Costura.
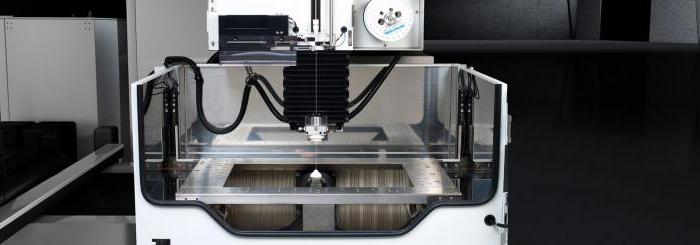
Más a menudo un cable para máquinas EDMestá unido al conjunto móvil. La pieza de trabajo se coloca en una mesa estacionaria. El proceso de corte es controlado por el controlador NC, que controla varios ejes simultáneamente.
La esencia de la tecnología
Descarga eléctrica entre el cable yLa pieza de trabajo conduce a la eliminación de una parte del metal. Las partículas aisladas se descargan en el volumen del fluido de trabajo. El lodo (partículas cristalizables) se filtra y se elimina al final del corte. La velocidad de procesamiento está controlada por la corriente. Pero se deben elegir regímenes óptimos, en los que no haya acumulaciones en el proceso de corte.

Electro-erosión ayuda a hacer productos con muyparedes delgadas, para procesar metales blandos sin daño mecánico. Este método de corte se usa para firmware a una gran profundidad. El grosor del alambre es mínimo, solo este parámetro limita el diámetro de los agujeros producidos.
No se requiere procesamiento adicional, ya queDespués del corte, no quedan rebabas en los pulsos de corriente. Además, no hay necesidad de una herramienta costosa utilizada en los métodos de fresado clásicos. Esto se vuelve relevante para los espacios en blanco de materiales viscosos.
Parámetros de hardware
El control de proceso CNC amplía las posibilidades de procesamiento de metales por electroerosión. Las desviaciones de las perpendiculares y rectilineas del desplazamiento de los ejes no son más de 0.01 μm.
La precisión mecánica es reclamada por los fabricantes, yno es necesario hacer ajustes adicionales. La máquina está completamente lista para el inicio del ciclo automático, es suficiente cargar el modelo de pieza en el código estándar.

La electrónica moderna proporciona precisióndesplazamiento debido a sensores angulares y lineales, cuya resolución es de 1.5 μm. La precisión de los contornos resultantes varía de ± 1.5 a ± 5 μm a una longitud de 300 mm.
Las características se seleccionan individualmente para las necesidades de producción. A partir de esto, se forma el costo del equipo, orientado a un modelo adecuado.
Opciones adicionales
El comprador de la máquina de erosión eléctrica puede actualizar el equipo con las opciones presentadas:
- Posición controlada del eje C. Más a menudo se requiere para el fresado de piezas de trabajo cilíndricas.
- Torreta con grados de libertad adicionales de la herramienta. Con este modelo, se obtienen piezas geométricamente complejas.
- La tabla puede tener ejes adicionales. Esta opción se usa al procesar productos corporales o varios espacios en blanco en un ciclo.
El equipo estándar incluye sistemaslimpiando el fluido de trabajo, lo que permite la filtración con una calidad de hasta 3 micras. Los cartuchos sucios tienen tamaños estándar y cambian con bastante rapidez.








